The Complete Guide to Industrial Valve Manufacturing for the Chemical Industry

Valves are essential components in chemical processing plants, where safety, precision, and durability are critical. Whether it’s handling corrosive acids, controlling high-pressure steam, or managing toxic gases, industrial valves ensure the smooth, safe, and efficient flow of materials.
In this guide, we explore how industrial valves are manufactured with a focus on the needs of the chemical sector — from selecting the right materials to passing rigorous quality tests.
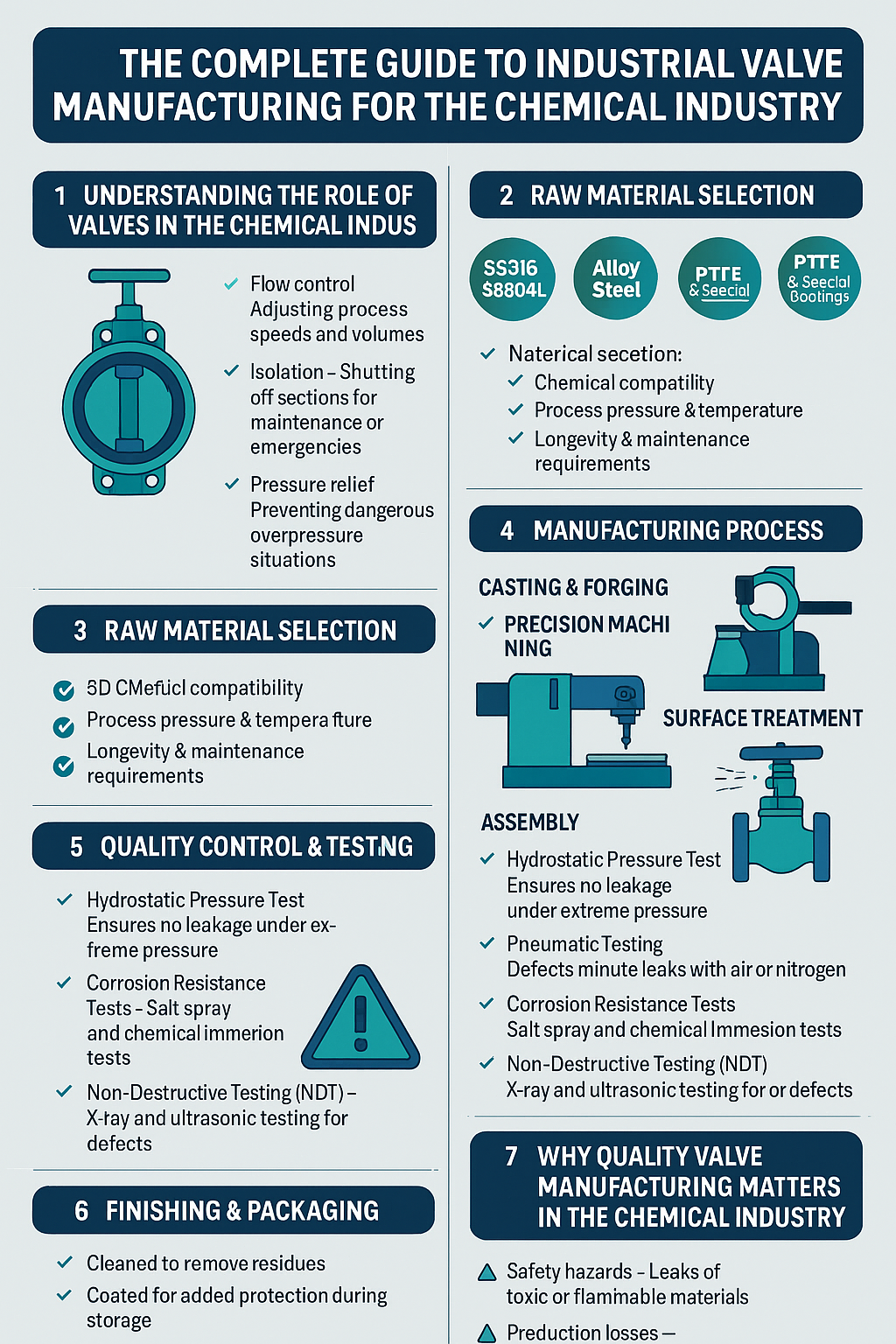
1. Understanding the Role of Valves in the Chemical Industry
In chemical manufacturing, valves regulate the flow of liquids, gases, and slurries through complex piping networks. They are responsible for:
- Flow control – Adjusting process speeds and volumes
- Isolation – Shutting off sections for maintenance or emergencies
- Pressure relief – Preventing dangerous overpressure situations
Common valves used in chemical plants:
- Globe Valves – Precise flow regulation for dosing chemicals
- Ball Valves – Quick shut-off for safety-critical systems
- Butterfly Valves – Space-saving, lightweight solutions for large pipes
- Diaphragm Valves – Ideal for corrosive or abrasive fluids
- Check Valves – Prevent backflow in sensitive processes
2. Raw Material Selection
The chemical industry demands materials that can withstand corrosion, abrasion, high pressure, and extreme temperatures. Common choices include:
- Stainless Steel (SS316, SS904L) – Superior corrosion resistance
- Alloy Steels (Hastelloy, Inconel) – For highly corrosive or high-temperature applications
- PTFE & Special Coatings – For chemical resistance against acids, alkalis, and solvents
Material selection is based on:
- Chemical compatibility
- Process pressure & temperature
- Longevity & maintenance requirements
3. Design & Engineering
Chemical processes often require customized valve designs. This stage involves:
- 3D CAD Modeling – Designing valves to meet process-specific needs
- Flow Simulation – Ensuring efficiency and minimal turbulence
- Stress Analysis – Verifying structural strength under operating conditions
- Standards Compliance – API, ASME, DIN, and ISO certifications for chemical applications
4. Manufacturing Process
Valve manufacturing for the chemical industry involves multiple precision steps:
4.1 Casting & Forging
- Casting – Creates complex valve shapes using corrosion-resistant alloys
- Forging – Produces high-strength components for pressure-critical applications
4.2 Precision Machining
CNC lathes and milling machines ensure tight tolerances for leak-free performance.
4.3 Surface Treatment
Special coatings like epoxy, PTFE lining, or ceramic coatings protect against corrosion and chemical attack.
4.4 Assembly
Careful installation of body, bonnet, seals, and actuators ensures long-term reliability.
5. Quality Control & Testing
Chemical plant valves undergo rigorous inspections to guarantee performance and safety:
- Hydrostatic Pressure Test – Ensures no leakage under extreme pressure
- Pneumatic Testing – Detects minute leaks with air or nitrogen
- Corrosion Resistance Tests – Salt spray and chemical immersion tests
- Non-Destructive Testing (NDT) – X-ray and ultrasonic testing for defects
6. Finishing & Packaging
Before shipping, valves are:
- Cleaned to remove residues
- Coated for added protection during storage
- Packed in moisture-proof packaging to maintain quality during transport
7. Why Quality Valve Manufacturing Matters in the Chemical Industry
A faulty valve in a chemical plant can cause:
- Safety hazards – Leaks of toxic or flammable materials
- Production losses – Unplanned downtime
- Environmental risks – Contamination and pollution
Investing in high-quality, industry-compliant valves ensures safe operations, regulatory compliance, and long-term cost savings.
8. Chemical Worlds – Supporting Safe & Efficient Chemical Processing
At Chemical Worlds, we recognize the critical role valves play in the chemical industry. We work with top manufacturers to deliver valves that meet the highest standards of performance, safety, and corrosion resistance.
From material selection to final quality checks, every step in the manufacturing process is designed to ensure reliability in the harshest chemical environments.